Comment éviter les défauts tels que les bulles, les marques d'écoulement et la déformation dans le processus de production des feuilles en acrylique doré?
(I) Éviter les bulles
Contrôle des matières premières
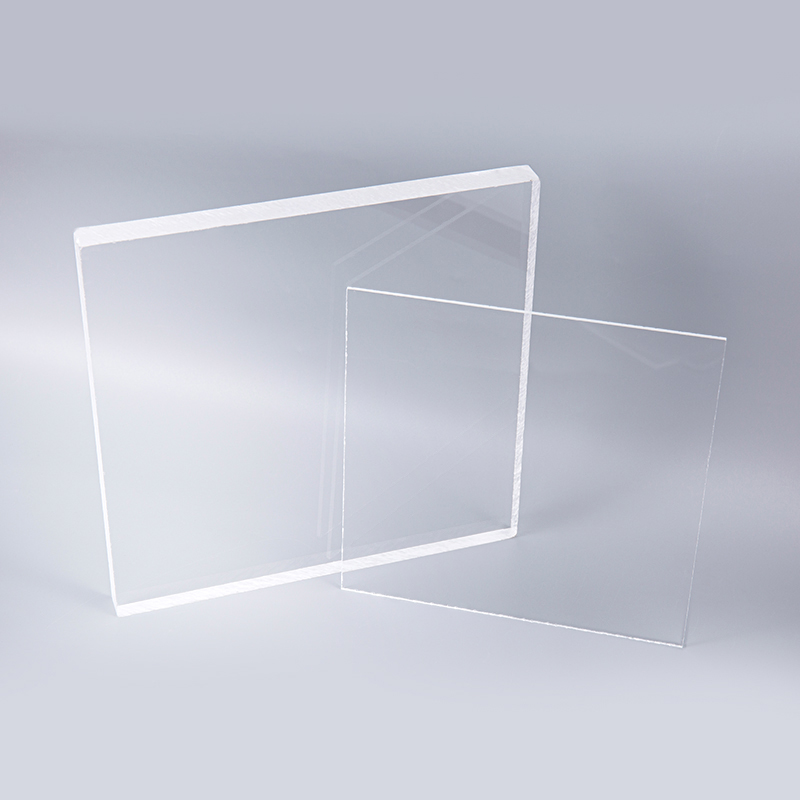
Feuille en acrylique doré Les matériaux contiennent de minuscules paillettes en or pour créer un effet luxueux, et la qualité des matières premières affecte directement la génération de bulles. Lors de l'achat de matières premières, les fournisseurs sont strictement dépistés pour s'assurer que les matières premières acryliques utilisées sont de haute pureté et peu d'impuretés. Pour les additifs des paillettes d'or, des tests stricts sont également effectués pour s'assurer qu'ils ont une bonne compatibilité avec les matières premières acryliques. Par exemple, avant que chaque lot de matières premières entre dans l'usine, l'échantillonnage et les tests sont effectués, et des indicateurs clés tels que la teneur en humidité et la répartition du poids moléculaire dans les matières premières sont testés via des instruments d'analyse chimique professionnels. Seules les matières premières qui répondent aux normes strictes peuvent entrer dans le lien de production, réduisant la possibilité de bulles causées par des problèmes de matières premières de la source.
En termes de stockage de matières premières, un entrepôt spécial à température constante et à l'humidité est installé. Les matières premières acryliques sont sensibles à l'humidité environnementale. Une humidité excessive peut provoquer l'absorption des matières premières, et l'humidité est chauffée et vaporisée pour former des bulles pendant le processus de traitement. L'entrepôt est équipé d'un équipement de contrôle de température et d'humidité avancé pour contrôler la température à 25 ℃ ± 2 ℃ et l'humidité à 40% ± 5%, garantissant que les matières premières sont toujours en bon état pendant le stockage.
Optimisation du processus de production
Dans le processus de coulée des feuilles acryliques, un processus de dégazage à l'aspirateur est utilisé. Dans l'étape de mélange des matières premières, les matériaux mélangés sont placés dans un environnement sous vide et l'air dans les matériaux est extrait par une pompe à vide. En contrôlant avec précision le degré de vide et le temps de dégazage, le degré de vide atteint généralement -0,095 MPa à -0,1 MPa, et le temps de dégazage est contrôlé de 30 minutes à 2 heures en fonction de la quantité de matériau et des performances de l'équipement, qui peuvent efficacement retirer les noyaux de bulle dans le matériau. Par exemple, dans l'équipement de production à grande échelle, le degré de vide et le temps de dégazage sont surveillés en temps réel par un système de contrôle automatisé pour assurer la stabilité et la cohérence du processus de dégazage.
Dans l'étape de moulage par injection, les paramètres de moulage par injection sont optimisés. Une vitesse de moulage par injection trop rapide peut facilement entraîner des bulles d'air dans le matériau. Par conséquent, l'équipe technique de l'entreprise a déterminé la courbe de vitesse de moulage par injection optimale pour les feuilles en acrylique d'or après un grand nombre d'expériences. Au début de la moulure par injection, une vitesse d'injection plus faible est utilisée pour permettre au matériau de remplir lentement la cavité du moule et de réduire les chances que l'air soit attiré. Comme la cavité est progressivement remplie, la vitesse d'injection est correctement augmentée pour garantir que le matériau peut rapidement remplir la cavité entière. Dans le même temps, la pression d'injection et le temps de maintien sont contrôlés avec précision pour éviter le rétrécissement du matériau et la génération de bulles en raison d'une pression insuffisante ou d'un temps de maintien trop court.
Entretien et nettoyage des équipements
La propreté des équipements de production a également un impact important sur la génération de bulles. Après la fin de la production tous les jours, la machine à moulage par injection, la moisissure et d'autres équipements sont soigneusement nettoyés. Utilisez des agents de nettoyage spéciaux et des outils de nettoyage pour éliminer les matériaux résiduels à la surface et à l'intérieur de l'équipement. Pour les moules, le démontage et le nettoyage réguliers, en particulier les coureurs, les portes et autres parties du moule, pour s'assurer qu'il n'y a pas d'accumulation de matériau et d'impuretés. Par exemple, l'utilisation d'un équipement de nettoyage à ultrasons pour nettoyer profondément le moule peut éliminer efficacement les petites particules et la saleté qui sont difficiles à nettoyer sur la surface du moule, empêchant ces impuretés de devenir le cœur des bulles pendant le processus de production.
Maintenez régulièrement l'équipement et vérifiez les performances d'étanchéité de l'équipement. S'il y a un problème avec les performances d'étanchéité du canon, la vis et la surface de séparation de la machine à moulage par injection, l'air peut facilement entrer dans le matériau et générer des bulles. Les techniciens vérifient et remplacent les joints de l'équipement à intervalles réguliers pour s'assurer que l'équipement maintient toujours un bon état d'étanchéité pendant le processus de production.
(Ii) Éviter les marques de débit
Optimisation de la conception de moisissure
Le moule est l'un des facteurs clés affectant la qualité du moulage en tôle acrylique. La conception du coureur du moule adopte un système de coureur équilibré pour s'assurer que le matériau peut être rempli uniformément dans chaque cavité du moule. La forme et la taille de la coupe transversale du coureur sont calculées avec précision, et généralement une section transversale trapézoïdale ou circulaire est utilisée. Le diamètre du coureur se situe entre 6 mm et 12 mm en fonction de la taille du produit et du volume d'injection. Par exemple, pour les moules en feuille en acrylique doré à grande échelle, lorsqu'une conception multi-cavité est adoptée, le flux du matériau dans le coureur est simulé par le logiciel d'analyse de simulation CAE, et la disposition du coureur est optimisée pour rendre la vitesse d'écoulement et la distribution de pression du matériau dans chaque cavité uniforme, réduisant ainsi la génération de boules d'écoulement.
La conception de la porte du moule est également cruciale. Selon les exigences de forme, de taille et d'apparence du produit, sélectionnez le type de porte approprié. Pour les feuilles en acrylique doré avec des exigences de qualité de surface élevées, les portes ponctuelles ou les portes latentes sont généralement utilisées. Les portes de point permettent aux matériaux d'entrer dans la cavité à une vitesse plus élevée, de réduire les marques de porte et de contrôler la direction d'écoulement des matériaux. Les portes latentes peuvent couper automatiquement la porte lorsque le produit est démoudité pour éviter de laisser des cicatrices de porte évidentes à la surface du produit. L'emplacement et le nombre de portes sont soigneusement conçus et le meilleur emplacement est déterminé par analyse de simulation, de sorte que le matériau peut remplir en douceur la cavité et éviter les marques d'écoulement causées par une mauvaise convergence des matériaux.
Réglage du processus de moulage par injection
La température de moulage par injection a un impact direct sur la fluidité du matériau, qui à son tour affecte la génération de marques d'écoulement. La plage de température optimale de moulage par injection pour les feuilles d'acrylique dorée a été déterminée par des expériences. Généralement, la température de moulage par injection est contrôlée entre 210 ℃ et 230 ℃. Dans cette plage de température, les matériaux acryliques ont une bonne fluidité, peuvent remplir uniformément la cavité du moule et réduire les marques d'écoulement causées par un mauvais flux de matériaux. Dans le même temps, pendant le processus de production, la température de chaque section du baril est surveillée et ajustée en temps réel à travers le système de contrôle de la température de la machine à moulage par injection pour assurer la stabilité de la température.
Ajustez la coordination de la pression et de la vitesse du moulage par injection. Pendant le processus de moulage par injection, les changements de pression et de vitesse de moulage par injection affecteront l'état d'écoulement du matériau dans la cavité. Le personnel technique de l'entreprise formule des courbes de pression et de vitesse raisonnables en fonction de la situation réelle du produit. Au début du remplissage, une vitesse d'injection plus faible et une pression d'injection appropriée sont utilisées pour permettre au matériau d'entrer dans la cavité lentement et en douceur, en évitant l'impact à grande vitesse du matériau sur le mur de la cavité du moule pour produire des marques à réaction. Comme la cavité est progressivement remplie, la vitesse d'injection est correctement augmentée et la pression d'injection est ajustée en même temps pour garantir que le matériau peut rapidement remplir la cavité entière, et dans le stade de maintien de la pression, par un contrôle raisonnable de la pression, le matériau peut compenser complètement le changement de volume causé par le retrait de refroidissement et réduire l'apparence des marques d'écoulement.
Traitement de la surface du moule
La finition de la surface du moule a une grande influence sur la qualité de surface de la feuille acrylique d'or. Les équipements de polissage avancés et la technologie sont utilisés pour réduire la rugosité de la surface du moule entre RA0,01 μm et RA0,05 μm. La surface de la moisissure lisse peut rendre le matériau plus fluide pendant le processus, réduire le frottement entre le matériau et la surface du moule, et ainsi réduire la possibilité de marques d'écoulement. Par exemple, pour la surface du noyau et de la cavité du moule, le processus de polissage de la pâte de diamant est utilisé. Après plusieurs processus de polissage fin, la surface du moule réalise un effet miroir, qui améliore efficacement la qualité de surface du produit.
Lorsque vous appliquez l'agent de libération sur la surface du moule, contrôlez strictement la quantité de revêtement et l'uniformité. La fonction principale de l'agent de libération est d'aider le produit à démollir en douceur, mais s'il n'est pas appliqué correctement, il peut provoquer des marques d'écoulement. La société utilise un équipement de pulvérisation de l'agent de libération professionnelle pour garantir que l'agent de libération est uniformément enduit sur la surface du moule en contrôlant avec précision la pression de pulvérisation, le débit et le temps de pulvérisation. Dans le même temps, sélectionnez un agent de libération avec une excellente qualité et une bonne compatibilité avec la feuille d'acrylique dorée pour éviter que l'agent de libération ait des effets négatifs pendant le processus d'écoulement des matériaux.
(Iii) Évitez la déformation
Optimisation de conception de la structure du produit
Pour les draps en acrylique doré à grande surface, la structure des côtes est raisonnablement conçue. La disposition et la taille des côtes sont calculées avec précision, ce qui peut non seulement améliorer la résistance du produit, mais également empêcher efficacement le produit de se déformer en raison du retrait inégal pendant le processus de moulage. Par exemple, lors de la conception d'un grand panneau décoratif en acrylique doré pour le design d'intérieur de luxe, un certain nombre et une certaine hauteur de côtes de renforcement sont répartis également à l'arrière du panneau en fonction du scénario de taille et d'utilisation du panneau. La hauteur des côtes de renforcement se situe généralement entre 3 mm et 5 mm, et la largeur est comprise entre 2 mm et 3 mm. Grâce à cette conception structurelle, la rigidité du produit est améliorée et le risque de déformation est réduit.
Contrôlez l'uniformité de l'épaisseur de la paroi du produit. L'épaisseur de paroi inégale est l'une des principales raisons de la déformation des panneaux acryliques. Lorsque vous concevez des produits, essayez de garder la paroi du produit cohérent. Pour certains produits à formes spéciales, évitez les changements soudains de l'épaisseur de la paroi grâce à une conception de transition raisonnable. Au stade de la conception de moisissure, l'épaisseur de paroi du produit est optimisée et analysée à l'aide du logiciel d'analyse de simulation CAE pour garantir que l'uniformité de l'épaisseur du mur atteint le meilleur état tout en répondant aux exigences fonctionnelles du produit. Par exemple, pour un support d'affichage en acrylique doré avec une structure de forme spéciale, la forme du noyau et de la cavité du moule est ajustée pendant la conception pour contrôler l'écart de l'épaisseur de la paroi du produit dans chaque partie à moins de ± 0,2 mm, réduisant efficacement la possibilité de déformation.
Optimisation du processus de moulage par injection
La conception et le contrôle du système de refroidissement ont une influence importante sur la déformation du panneau acrylique doré. Un système de refroidissement efficace est conçu dans le moule. La disposition du canal d'eau de refroidissement est soigneusement planifiée pour garantir que toutes les parties du moule peuvent être refroidies uniformément. Le diamètre du canal d'eau de refroidissement se situe généralement entre 8 mm et 12 mm. Grâce à une disposition et une distribution raisonnables, la différence de température sur la surface du moule est contrôlée dans une petite plage. Par exemple, dans les gros moules d'injection, une méthode de refroidissement en circulation est adoptée pour contrôler le débit d'eau de refroidissement et la température de l'eau afin que le moule puisse être refroidi uniformément pendant le processus d'injection. Le débit d'eau de refroidissement est généralement contrôlé entre 1,5 m / s et 2,5 m / s, et la température de l'eau est contrôlée entre 20 ℃ et 30 ℃, afin que le produit puisse se rétrécir uniformément pendant le processus de refroidissement et réduire la déformation.
Optimiser le processus de maintien. Le choix de maintenir le temps et la pression est directement lié au retrait et à la déformation du produit. Grâce aux expériences et à l'analyse de simulation, la société a déterminé les paramètres de maintien optimaux pour les feuilles d'acrylique d'or de différentes tailles et épaisseurs. Pendant le stade de maintien, la pression de maintenance est progressivement réduite pour éviter une compression excessive du produit en raison d'une pression excessive, ce qui provoque une déformation du rebond après le démoulage. Dans le même temps, le temps de maintien est raisonnablement contrôlé pour s'assurer que le produit est entièrement refroidi et façonné dans le moule. Généralement, le temps de maintien se situe entre 10 secondes et 30 secondes selon l'épaisseur du produit. Par exemple, pour une feuille acrylique d'or avec une épaisseur de 3 mm, le temps de maintien est fixé à environ 15 secondes, et la pression de maintien est fixée à 60% à 70% de la pression d'injection au début, puis réduite progressivement à 30% à 40% pendant le processus de maintien.
Processus de post-traitement
Le post-traitement approprié de la feuille acrylique en or moulé peut réduire davantage la déformation. Mettez le produit dans un four à une température spécifique et gardez-le à une certaine température pendant une période de temps pour libérer la contrainte à l'intérieur du produit. La température de réglage de la chaleur est généralement contrôlée à 10 ℃ à 20 ℃ sous la température de transition du verre de l'acrylique, c'est-à-dire entre 100 ℃ et 110 ℃, et le temps de maintien varie de 30 minutes à 2 heures selon l'épaisseur et la taille du produit. Par exemple, pour une feuille d'acrylique dorée de 4 mm d'épaisseur, le garder dans un four à 105 ℃ pendant 1 heure peut éliminer efficacement la contrainte résiduelle à l'intérieur du produit et réduire le risque de déformation.
Prenez des mesures de protection appropriées pendant l'emballage et le transport des produits. Utilisez des matériaux d'emballage personnalisés tels que des planches en mousse, des films à bulles, etc. pour emballer la feuille d'acrylique dorée en couches pour vous assurer que le produit n'est pas pressé et colladé par des forces externes pendant le transport. Dans le même temps, lors de la conception de l'emballage, considérez la forme et la taille du produit, organisez raisonnablement le placement du produit et évitez la déformation causée par la compression mutuelle des produits dans l'emballage. Par exemple, pour une feuille en acrylique doré d'une taille standard de 1250 x 2450 mm, utilisez une boîte d'emballage en bois spécialement conçue et installez des matériaux de support et d'amorties appropriés dans la boîte pour assurer l'intégrité du produit pendant le transport à longue distance.